 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


ट्विन-स्क्रू एक्सट्रूज़न प्रक्रिया की दक्षता को दोगुना करने के लिए तापमान नियंत्रण को अनुकूलित करना
निंगबो फैंगली टेक्नोलॉजी कंपनी लिमिटेडएक हैयांत्रिक उपकरण निर्माता30 से अधिक वर्षों के अनुभव के साथप्लास्टिक पाइप बाहर निकालना उपकरण, नए पर्यावरण संरक्षण और नई सामग्री उपकरण. अपनी स्थापना के बाद से फैंगली को उपयोगकर्ता की मांगों के आधार पर विकसित किया गया है। निरंतर सुधार, मुख्य प्रौद्योगिकी पर स्वतंत्र अनुसंधान एवं विकास और उन्नत प्रौद्योगिकी और अन्य साधनों के पाचन और अवशोषण के माध्यम से, हमने विकास किया हैपीवीसी पाइप बाहर निकालना लाइन, पीपी-आर पाइप एक्सट्रूज़न लाइन, पीई जल आपूर्ति / गैस पाइप एक्सट्रूज़न लाइन, जिसे आयातित उत्पादों को बदलने के लिए चीनी निर्माण मंत्रालय द्वारा अनुशंसित किया गया था। हमने "झेजियांग प्रांत में प्रथम श्रेणी ब्रांड" का खिताब हासिल किया है।
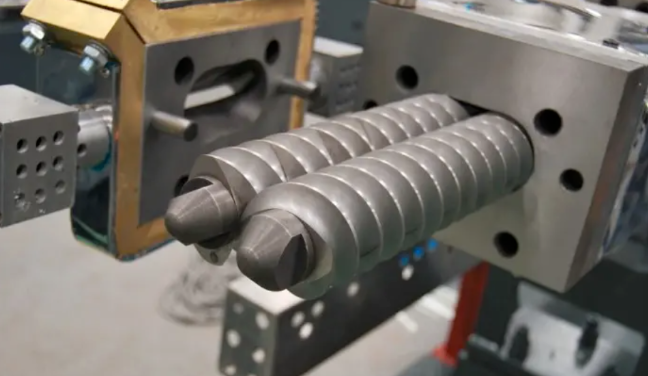
पॉलिमर प्रसंस्करण में ट्विन-स्क्रू एक्सट्रूज़न प्रमुख प्रक्रियाओं में से एक है। इसका स्थिर संचालन और अंतिम उत्पाद की गुणवत्ता काफी हद तक सटीक प्रक्रिया नियंत्रण पर निर्भर करती है, जिसके मूल में तापमान नियंत्रण होता है।
उपकरण मॉडल, स्क्रू कॉन्फ़िगरेशन और सामग्री विविधता की जटिलता के कारण, इष्टतम प्रक्रिया पैरामीटर अक्सर दीर्घकालिक प्रयोग और संचित अनुभव से प्राप्त होते हैं। निम्नलिखित ट्विन-स्क्रू एक्सट्रूज़न प्रक्रिया में कई प्रमुख तापमान-संबंधी कारकों का संक्षिप्त परिचय प्रदान करता है।
01 एक्सट्रूज़न प्रक्रिया तापमान
एक्सट्रूज़न प्रक्रिया तापमान को डिज़ाइन करते समय कई कारकों पर विचार किया जाना चाहिए। प्राथमिक विचार सामग्री घटकों के बीच उच्चतम पिघलने बिंदु है। उदाहरण के लिए, एक पॉलीप्रोपाइलीन मास्टरबैच में, पॉलीप्रोपाइलीन वाहक का उच्चतम गलनांक 170°C होता है, इसलिए प्रत्येक क्षेत्र के लिए प्रक्रिया तापमान 170°C के आसपास निर्धारित किया जाता है। बेशक, यह हीटिंग विधि के आधार पर भिन्न हो सकता है; प्रतिरोध हीटिंग और विद्युत चुम्बकीय प्रेरण हीटिंग के बीच तापमान भिन्न होता है, बाद वाला आमतौर पर कम होता है।
दूसरे, प्रक्रिया तापमान उपकरण के आकार और उत्पादन गति से संबंधित है। उच्च उत्पादन के लिए सामग्री को नरम और पिघलाने के लिए अधिक गर्मी की आवश्यकता होती है, जिससे उच्च प्रक्रिया तापमान की आवश्यकता होती है। तापमान को भी संवहन और कतरनी आवश्यकताओं के आधार पर खंडीय रूप से डिज़ाइन किया गया है। उच्च तापमान सामग्री की चिपचिपाहट और कतरनी बल को कम करता है, जबकि कम तापमान चिपचिपाहट और कतरनी बल को बढ़ाता है। प्रक्रिया तापमान के समायोजन में सामग्री के अन्य भौतिक गुणों, जैसे चिपचिपाहट, पर भी विचार करना चाहिए।
02 फ़ीड गले का तापमान
फ़ीड गले का तापमान निर्धारित करने की कुंजी सामग्री को पेंच से चिपकने से रोकना है, जो सामान्य फीडिंग में बाधा उत्पन्न करेगी। कतरनी फैलाव के लिए सामग्री को जल्दी पिघलने की अनुमति देने के लिए, फ़ीड गले का तापमान चिपकने के बिना वाहक के पिघलने बिंदु के जितना संभव हो उतना करीब होना चाहिए। कुछ फॉर्मूलेशन में, कम पिघलने बिंदु वाले योजक बहुत कम मात्रा में मौजूद होते हैं। यहां तक कि अगर वे पिघलते हैं, तो भी वे समग्र सामग्री संप्रेषण को महत्वपूर्ण रूप से प्रभावित नहीं करते हैं, इसलिए प्रक्रिया तापमान पर उनका प्रभाव न्यूनतम होता है।
हालाँकि, कुछ फॉर्मूलेशन में कई कम आणविक-भार वाली सामग्रियाँ होती हैं। थोड़ा ऊंचा तापमान, स्क्रू के माध्यम से डाउनस्ट्रीम हीटिंग जोन से स्थानांतरित गर्मी के साथ मिलकर, इन सामग्रियों को फ़ीड गले में समय से पहले पिघलने का कारण बन सकता है, जिससे सामग्री आसंजन और फीडिंग विफलता हो सकती है। इसलिए, प्री-स्टार्टअप हीटिंग के दौरान, फ़ीड ज़ोन को कम तापमान पर रखा जाना चाहिए। इस निम्न तापमान को बनाए रखने के लिए कूलिंग को सक्रिय करने की आवश्यकता हो सकती है। अन्यथा, स्टार्टअप के बाद स्क्रू स्लिपेज और फीडिंग संबंधी समस्याएं हो सकती हैं। स्टार्टअप असामान्यताओं से बचने के लिए, शुरुआत में पारंपरिक रूप से तापमान निर्धारित करना और फिर स्टार्टअप के बाद फ़ीड ज़ोन का तापमान कम करना अक्सर बेहतर होता है।
03 वेंट पोर्ट तापमान
वेंट पोर्ट तापमान को आम तौर पर उचित रूप से कम करने की आवश्यकता होती है। सैद्धांतिक रूप से, पिघल को आसानी से बाहर बहने और वेंट ब्लीड का कारण बनने से रोकने के लिए, वेंट से पहले और बाद में दोनों क्षेत्रों के तापमान को समायोजित किया जाना चाहिए। यह समायोजन सुनिश्चित करता है कि सामग्री आसानी से आगे की ओर बहती है लेकिन वेंट पोर्ट से ऊपर और बाहर बहने में कठिनाई होती है। हालाँकि, स्थिर, तीव्र प्रवाह, अच्छे फैलाव और कम पिघले दबाव की स्थितियों में, वेंट पोर्ट तापमान में विशेष समायोजन आवश्यक नहीं हो सकता है। नतीजतन, कई ऑपरेटर इस पैरामीटर पर ध्यान नहीं देते हैं।
04 मिश्रण अनुभाग तापमान
ट्विन-स्क्रू मास्टरबैच उत्पादन में मिश्रण अनुभाग एक महत्वपूर्ण क्षेत्र है। इसका तापमान नियंत्रण कतरनी बल आवश्यकताओं से संबंधित है। इसका मुख्य कार्य पिगमेंट का कतरनी फैलाव है, और कतरनी बल तापमान से निकटता से जुड़ा होता है: अत्यधिक उच्च तापमान पिघली हुई चिपचिपाहट और कतरनी बल को कम कर देता है। उचित रूप से कम तापमान से चिपचिपाहट बढ़ जाती है, जिसके परिणामस्वरूप बेहतर कतरनी फैलाव होता है। अपरूपण बल का परिमाण अक्सर मुख्य मोटर धारा को सीधे प्रभावित करता है। इसलिए, अनुभवी ऑपरेटर मुख्य मोटर धारा में परिवर्तन के आधार पर इस क्षेत्र में प्रक्रिया तापमान को समायोजित करते हैं।
05 अद्भूत मरातापमान
डाई हेड तापमान डिज़ाइन: जैसे ही पिघला हुआ डाई हेड में प्रवेश करता है और गोली बनाने के लिए बाहर निकाला जाने वाला होता है (चाहे स्ट्रैंड पेलेटाइज़िंग द्वारा, पानी की अंगूठी, या पानी के नीचे गोली बनाकर), तापमान को आम तौर पर उचित रूप से कम करने की आवश्यकता होती है। परीक्षण एक्सट्रूडेट तापमान निर्धारित कर सकता है, बैरल के अंदर पिघले तापमान से इसके अंतर को नोट कर सकता है। इसके अलावा, यदि ऑन-द-फ्लाई स्क्रीन चेंजर से सुसज्जित है, तो स्क्रीन बदलने की प्रक्रिया की अवधि और सफलता अक्सर चिपचिपाहट और पिघल प्रवाह दर से संबंधित होती है, जिसे डाई हेड तापमान को समायोजित करके प्रबंधित किया जा सकता है।

तापमान से परे अन्य प्रभावित करने वाले कारक
06 फीडर गति नियंत्रण
फीडर गति नियंत्रण सीधे आउटपुट को प्रभावित करता है। स्थिर उत्पादन के दौरान, एक्सट्रूज़न दर फ़ीड दर के बराबर होती है। फीडर की गति बदलने से आउटपुट बदल जाता है और साथ ही प्रक्रिया भी प्रभावित होती है। फीडर की गति बढ़ाने से स्क्रू में अधिक सामग्री जुड़ जाती है, जिससे प्रक्रिया का तापमान प्रभावी रूप से कम हो जाता है; इसके विपरीत, फीडर की गति कम करने से प्रक्रिया का तापमान प्रभावी रूप से बढ़ जाता है। फीडर गति में परिवर्तन भी उत्पाद फैलाव गुणवत्ता को प्रभावित करता है। इसलिए, स्थिर मास्टरबैच उत्पादन प्रक्रिया और अंतिम उत्पाद की गुणवत्ता सुनिश्चित करने के उद्देश्य से, फीडर गति के समायोजन पर समग्र रूप से विचार किया जाना चाहिए।
07 मुख्य पेंच गति
मुख्य पेंच गति पेंच की घूर्णी गति है। निरंतर फ़ीड गति के साथ, मुख्य स्क्रू गति में परिवर्तन धीरे-धीरे सामान्य होने से पहले एक्सट्रूज़न दर को केवल क्षणिक रूप से प्रभावित करता है। पेंच गति की मुख्य भूमिका कतरनी फैलाव में निहित है, जो उत्पाद की गुणवत्ता को नियंत्रित करने के लिए एक और महत्वपूर्ण कारक है। इसके लिए तापमान और कतरनी दर के बीच समन्वय की आवश्यकता होती है। कुछ उत्पादों को उच्च कतरनी की आवश्यकता होती है, जिससे उच्च पेंच गति की आवश्यकता होती है। दूसरों को कम कतरनी की आवश्यकता होती है, कम गति की आवश्यकता होती है - बेशक, कम कतरनी प्राप्त करने में प्रक्रिया तापमान में समायोजन भी शामिल हो सकता है। प्रत्येक मशीन की एक अधिकतम गति सीमा होती है, जिसका उचित सुरक्षा मार्जिन के साथ सम्मान किया जाना चाहिए।
08 पिघला हुआ दबाव
पिघला हुआ दबाव आम तौर पर 1 एमपीए से नीचे रखा जाता है। यह स्क्रीन पैक जाल आकार, रंगद्रव्य फैलाव प्रभावशीलता, पिघल तापमान और चिपचिपाहट से संबंधित है। छोटे स्क्रीन जाल, कम वर्णक फैलाव, और कम पिघली हुई चिपचिपाहट के कारण उच्च दबाव होता है; इसके विपरीत, दबाव कम होता है। पिघला हुआ दबाव कई कारकों का व्यापक प्रतिबिंब है; केवल इसके आधार पर सरलीकृत या मनमाने निर्णय लेने से बचें। हालाँकि, यह प्रक्रिया को समायोजित करने और उत्पाद फैलाव की स्थिति की निगरानी के लिए एक उपयोगी संदर्भ के रूप में काम कर सकता है।
09 स्क्रीन पैक कॉन्फ़िगरेशन और प्रतिस्थापन
स्क्रीन पैक पिघले हुए बैकफ़्लो के कारण निस्पंदन और कतरनी को बढ़ाने जैसे कार्य करते हैं। उन्हें विशिष्ट उत्पाद और गुणवत्ता आवश्यकताओं के अनुसार उचित रूप से कॉन्फ़िगर और प्रतिस्थापित किया जाना चाहिए।
10 पर्यावरण फोकसट्विन-स्क्रू एक्सट्रूडर
ट्विन-स्क्रू एक्सट्रूडर के लिए प्रमुख पर्यावरणीय चिंताएँ हैं: सबसे पहले, फ़ीड गले में धूल; दूसरा, वेंट पोर्ट और डाई हेड से निकलने वाली गैसें; और तीसरा, ठंडा जल उपचार। उचित निपटान के लिए इन्हें व्यापक रूप से पकड़ने, फ़िल्टर करने और एकत्र करने का प्रयास किया जाना चाहिए।

संक्षेप में, तापमान मुख्य चर है जो संपूर्ण ट्विन-स्क्रू एक्सट्रूज़न प्रक्रिया से चलता है। यह फ़ीड दर, पेंच गति और दबाव जैसे मापदंडों के साथ कसकर जुड़ा हुआ है, जो सामूहिक रूप से सामग्री के पिघलने, परिवहन, फैलाव, निकास और अंतिम आकार का निर्धारण करता है। एक स्थिर, उच्च गुणवत्ता वाली एक्सट्रूज़न प्रक्रिया तापमान प्रणाली के सटीक और समग्र नियंत्रण पर निर्भर करती है।
यदि आपको अधिक जानकारी चाहिए,निंगबो फैंगली टेक्नोलॉजी कंपनी लिमिटेडआपकी पूछताछ का स्वागत करता है. हम पेशेवर तकनीकी मार्गदर्शन या उपकरण खरीद सुझाव प्रदान करेंगे।
जांच भेजें

X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति