 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


क्या एक्सट्रूडर स्क्रू अक्सर खराब हो जाता है? ये हैं प्रमुख कारण!
निंगबो फैंगली टेक्नोलॉजी कंपनी लिमिटेड लगभग 30 वर्षों के अनुभव के साथ एक यांत्रिक उपकरण निर्माता हैप्लास्टिक पाइप बाहर निकालना उपकरण, नए पर्यावरण संरक्षण और नई सामग्री उपकरण. अपनी स्थापना के बाद से फैंगली को उपयोगकर्ता की मांगों के आधार पर विकसित किया गया है। निरंतर सुधार, मुख्य प्रौद्योगिकी पर स्वतंत्र अनुसंधान एवं विकास और उन्नत प्रौद्योगिकी और अन्य साधनों के पाचन और अवशोषण के माध्यम से, हमने विकास किया हैपीवीसी पाइप बाहर निकालना लाइन, पीपी-आर पाइप एक्सट्रूज़न लाइन, पीई जल आपूर्ति / गैस पाइप एक्सट्रूज़न लाइन, जिसे आयातित उत्पादों को बदलने के लिए चीनी निर्माण मंत्रालय द्वारा अनुशंसित किया गया था। हमने "झेजियांग प्रांत में प्रथम श्रेणी ब्रांड" का खिताब हासिल किया है।
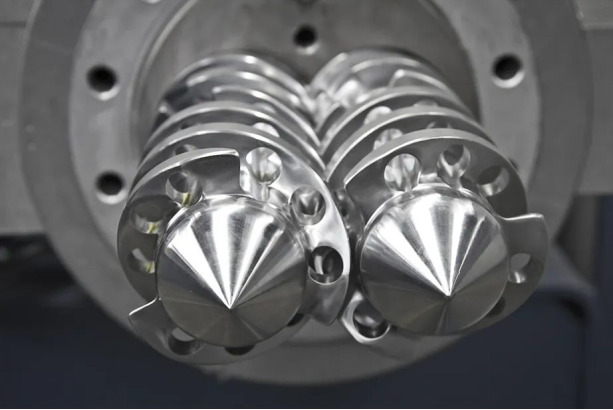
स्क्रू एक्सट्रूडरप्लास्टिक बनाने और सम्मिश्रण संशोधन का मुख्य उपकरण है। सम्मिश्रण संशोधन की वास्तविक उत्पादन प्रक्रिया में, का पेंचएक्सट्रूडरकठोर उच्च दबाव और उच्च तापमान वाले वातावरण में है, और भारी घर्षण और कतरनी बल सहन करता है।
विशेष कार्य वातावरण के कारण,एक्सट्रूडरपेंच एक सामान्य धातु से धातु घर्षण नहीं है, बल्कि एक धातु से बहुलक है, इसलिए पेंच की सतह का घिसाव अक्सर गंभीर होता है।
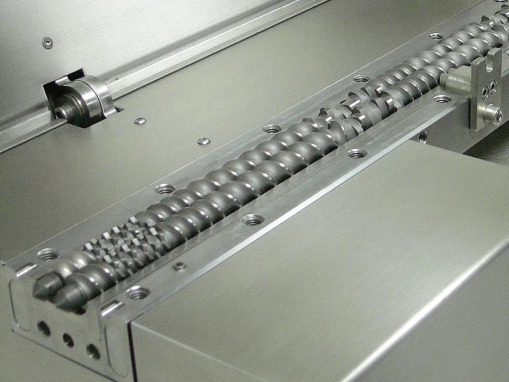
स्क्रू के घिसने से स्क्रू और बैरल के बीच की दूरी बढ़ जाती है, जो सामग्री पर स्क्रू के संपीड़न और कतरनी को प्रभावित करती है, जिससे उत्पाद की गुणवत्ता में गिरावट आती है। दूसरी ओर, घिसे हुए स्क्रू को बार-बार बदलने से न केवल लागत बढ़ती है, बल्कि उत्पादन योजना में भी देरी होती है, जिसके परिणामस्वरूप उत्पादन क्षमता कम होती है।
The screw is generally scrapped due to long-term wear, and the gap between the screw and the barrel is too large to be extruded normally. However, there are also cases where the working stress caused by improper design or operation exceeds the strength limit and is damaged. The following is a brief introduction to the wear causes of the extrusion screw:
1 प्रसंस्करण तापमान
प्रत्येक प्रकार के प्लास्टिक में एक आदर्श प्लास्टिसाइजिंग प्रसंस्करण तापमान सीमा होती है। बैरल प्रसंस्करण तापमान को इस तापमान सीमा के करीब बनाने के लिए नियंत्रित किया जाना चाहिए। जब प्लास्टिक के कण हॉपर से बैरल में प्रवेश करते हैं, तो वे सबसे पहले फीडिंग सेक्शन में पहुंचेंगे, जहां शुष्क घर्षण अनिवार्य रूप से होगा। जब इन प्लास्टिक को पर्याप्त रूप से गर्म नहीं किया जाता है और पिघलना असमान होता है, तो घिसाव को बढ़ाने के लिए बैरल की भीतरी दीवार और स्क्रू की सतह पर बनना आसान होता है।
इसी तरह, संपीड़न अनुभाग और समरूपीकरण अनुभाग में, यदि प्लास्टिक की पिघलने की स्थिति अव्यवस्थित और असमान है, तो घिसाव भी तेज हो जाएगा।

2 रफ़्तार
गति ठीक से समायोजित की जाएगी. कुछ प्लास्टिक में ग्लास फाइबर, खनिज या अन्य भराव जैसे मजबूत करने वाले एजेंट मिलाए जाते हैं। धातु सामग्री पर इन पदार्थों का घर्षण बल अक्सर पिघले हुए प्लास्टिक की तुलना में बहुत अधिक होता है।
यदि उच्च घूर्णन गति का उपयोग किया जाता है, तो प्लास्टिक कतरनी बल में सुधार करते हुए सुदृढीकरण फाइबर को फाड़ना आसान होता है। फटे हुए रेशों में नुकीले सिरे होते हैं, जो घिसाव की शक्ति को बहुत बढ़ा देते हैं। जब अकार्बनिक खनिज उच्च गति से धातु की सतह पर फिसलते हैं, तो उनका स्क्रैपिंग प्रभाव छोटा नहीं होता है। इसलिए स्पीड बहुत ज्यादा नहीं होनी चाहिए.
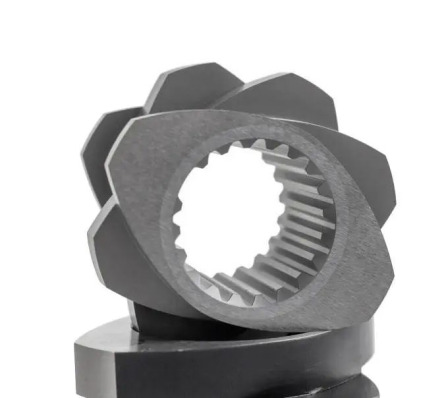
3 स्क्रू और बैरल के बीच क्लीयरेंस
पेंच बैरल में घूमता है, और सामग्री और दोनों के बीच घर्षण के कारण पेंच और बैरल की कामकाजी सतह धीरे-धीरे खराब हो जाती है, पेंच का व्यास धीरे-धीरे कम हो जाता है, और बैरल का आंतरिक छेद व्यास धीरे-धीरे बढ़ जाता है। इस तरह, स्क्रू और बैरल के बीच फिट व्यास का अंतर दोनों के क्रमिक घिसाव के साथ थोड़ा बढ़ जाता है।
हालाँकि, क्योंकि बैरल के सामने सिर और स्प्लिटर प्लेट का प्रतिरोध नहीं बदला है, आगे बढ़ने पर निकाली गई सामग्री का रिसाव प्रवाह बढ़ जाता है, यानी व्यास अंतराल से फीडिंग तक सामग्री का प्रवाह दिशा बढ़ गयी है. परिणामस्वरूप, प्लास्टिक मशीनरी का उत्पादन कम हो गया। यह घटना बैरल में सामग्रियों के निवास समय को बढ़ाती है, जिससे सामग्री का अपघटन होता है। पीवीसी के मामले में, अपघटन से उत्पन्न हाइड्रोजन क्लोराइड गैस स्क्रू और बैरल के क्षरण को मजबूत करती है।

4 सामग्री या धातु के विदेशी पदार्थों का असमान प्लास्टिककरण
चूंकि सामग्रियों को समान रूप से प्लास्टिककृत नहीं किया जाता है या धातु के विदेशी पदार्थों को सामग्रियों में मिलाया जाता है, तो स्क्रू का टॉर्क अचानक बढ़ जाता है। यह टॉर्क पेंच की ताकत सीमा से अधिक हो जाता है, जिससे पेंच टूट जाता है। यह एक अपरंपरागत दुर्घटना क्षति है.
उपरोक्त स्क्रू घिसाव के अधिक सामान्य कारण हैं, और हमें उम्मीद है कि उपरोक्त सामग्री के माध्यम से, हम एक्सट्रूज़न स्क्रू की बेहतर समझ प्राप्त कर सकते हैं।
स्क्रू की घिसाई को कम करने और स्क्रू के कामकाजी जीवन को बढ़ाने से उपकरण की रखरखाव लागत में काफी कमी आएगी, उत्पादों की गुणवत्ता सुनिश्चित होगी और उद्यमों को उच्च आर्थिक लाभ मिलेगा।
यदि आपको अधिक जानकारी की आवश्यकता है, तो निंगबो फैंगली टेक्नोलॉजी कंपनी लिमिटेड विस्तृत पूछताछ के लिए संपर्क करने के लिए आपका स्वागत करती है, हम आपको पेशेवर तकनीकी मार्गदर्शन या उपकरण खरीद सुझाव प्रदान करेंगे।
जांच भेजें

X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति